江苏新天宝机械有限公司向SAHINLER赛乐订购特制 数控 CNC 四辊 卷板机 筒节焊接自动生产线4R HS1550-260
|
|
包括:板材的自动对料(对中)推料装置。 板料首先落在独立传动的输送辊道上,该辊道具有自动送喂料功能,板料输送至卷板机前输送对料辊道上。 该辊道具有侧对料(对中)功能,经过侧对料推料后,准确自动输送进入四辊卷板机。 注:对料(对中)推料工作台有防划伤不锈钢板材措施装置。 自动进料辊道有对中推料装置,板材不可能产生错边现象,数控控制系统能够精确和稳定的满足卷曲要求,控制系统采用CNC控制系统,操作系统为微软 Wince6.0或WIN7工业系统,运动控制系统采用高响应控制阀、位移光栅尺精确控制,轴动力系统:采用电机、变频器控制,工作辊无极变速。这些完全可以保证并控制卷曲的板端缝隙小于等于0.5毫米。 |
 |
高精度数控CNC四辊卷板机筒节焊接自动生产线4R HS1550-260专门为复杂及高精度工件设计制造,二个驱动轮轴的转速自动匹配,有效避免卷曲过程中打滑对工件表面的拉伤,全部工作辊表面感应硬化淬火,表面研磨和抛光处理,防止划伤卷制的板材。自动上料装置有钢板表面除尘装置,板料输送喂料装置有尼龙保护,等多种措施防止划伤板材。 高精度数控CNC-EVO计算机系统人性化,灵活,简单,看就懂,用就会,解决工厂对熟练技术工人的依赖; 高精度数控CNC-EVO系统成熟稳定,易操作的人际交互操作界面,无需数控CNC编程和复杂的计算机语言技能,要求低技能工人也能方便和快速掌握加工技巧。数控CNC-EVO计算机系统直接自动生成根据这种钢板材料卷制成需要圆形、方形、三角形或椭圆形的任意程序,例如:多步弯曲、变曲率弯曲,椭圆形等等; 高精度数控CNC-EVO计算机系统知道板材是如何反应和回弹,材料反弹率测量功能,根据测量的结果自动修正加工数据,解决材料反弹影响加工尺寸精度的困扰,彻底解决工件不同曲率过渡时的平滑及对称。 |
|
|
包括:大直径圆筒的R半圆支撑、纵焊缝机。 顶支撑和纵焊缝机集为一休,纵焊机悬臂挂于顶支撑导轨上,可以根据筒体直径设置数据后上下移动,数据可以记录生成程序,保证柔性自动弯曲。 纵焊缝机主要由主机架、横梁导轨机构、电动行走拖板、琴键压板式气动夹具、焊接芯轴、焊接背垫板、气动挂钩等部件构成。 卷曲的筒体通过两步进行控制定位,初次定位:通过高精度-数控CNC控制系统设定机器内的编码器脉冲信号控制筒体旋转到焊机的焊嘴处停止;再次精确定位:焊机横梁导轨机构处安装有超高精度的激光对射传感器检测、反馈、修正筒体达到需要焊接的精确位置。通过超高精度激光对射传感器,确认焊头是否定位在焊缝中心,再透过编码器控制电机微调筒体,精确定位到焊缝中心。 |
 |
全自动数控控制(易于操作可方便移动操作台,具备手动、半自动、全自动多种选择):上料,喂料,对料,卷圆,支撑,自动焊接,退料装置等全部系统的自动工作。 全自动数控单元:具备数字化车间要求实时提供设备运行状态的硬件与软件条件:RJ45,标准Mod Bus TCP协议,以符合数字化工厂的建设需要。 技术要求: 1筒体内直径:≤1.0m~2.5m,含2.5m;级进为0.1m。 2 板材厚度2mm ~ 6mm双面贴膜2B板,含2mm及6mm;卷制最大筒体的内直径为2500mm,最小直径为1200mm,卷板的宽度70 mm ~ 1500mm。 3 对口错边量≤0.25mm;对于筒体宽度方向,考虑后续自动焊接,卷制后的筒体错口量为0.25,即两节筒体组对后的对口间隙小于等于0.5mm。 4 焊接全过程在如琴键压紧的状态下进行。 5 棱角度≤(板厚/10+2)且≤5mm。检验方式为300mm样板,直立放在地面状态。 6 选用设备为国际一流品牌,含控制仪表仪器等。 7 和母材接触的工装材料,如果需要通过热处理保证性能的必须为马氏体不锈钢或者其他不锈轴承钢,如果不需要热处理必须采用304等奥斯特不锈钢。为防止焊接过程的沾连,在焊接处和母材接触的材料为紫铜。 8 本工位的设备应该具有为后续整线连接的足够数量通讯端口,本工位能够独立运行也能够和整线联动运行。柔性化的参数同时接受总系统控制也接受在位控制屏幕的输入参数。主辊电机为变频电机,其他电机如能满足要求不作限制。 9 全过程不应许对材料表面有损伤。 10 焊接全过程需要充氩气保护,现场的气体为管道气。
|
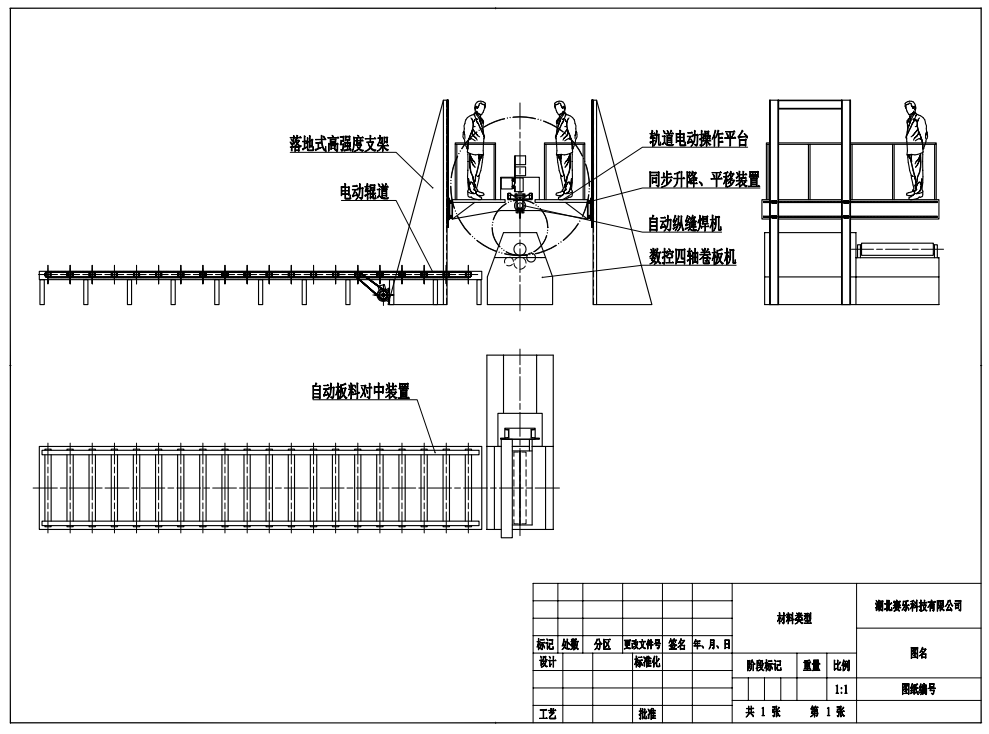


江苏新天宝机械有限公司订购数控四辊卷板机筒节焊接自动生产线